
Balita
 Home / Balita / Balita sa industriya / Ano ang mga tipikal na pagtutukoy ng materyal at paggamot ng init para sa mga single-row crossed roller na pumatay ng mga bearings?
Home / Balita / Balita sa industriya / Ano ang mga tipikal na pagtutukoy ng materyal at paggamot ng init para sa mga single-row crossed roller na pumatay ng mga bearings? Ano ang mga tipikal na pagtutukoy ng materyal at paggamot ng init para sa mga single-row crossed roller na pumatay ng mga bearings?
 2025.06.06
2025.06.06
 Balita sa industriya
Balita sa industriya
Ang karaniwang mga pagtutukoy ng materyal at init para sa Single-row crossed roller pumatay bearings ay maingat na napili upang matiyak ang mataas na kapasidad ng pagdadala ng pag-load, paglaban sa pagsusuot, integridad ng istruktura, at tibay sa ilalim ng hinihingi na mga kondisyon ng operating. Ang mga bearings na ito ay karaniwang ginagamit sa mga kagamitan tulad ng mga cranes, excavator, wind turbines, pang -industriya na robot, at umiikot na mga platform, kung saan ang parehong mga axial at radial load, pati na rin ang mga tilting moment, ay kailangang sabay na mapupuksa. Samakatuwid, ang pagpili ng mga materyales at mga proseso ng paggamot sa init ay dapat matugunan ang mga kinakailangan sa pagganap habang pinapanatili ang dimensional na katatagan at lakas ng pagkapagod.
Ang pinakakaraniwang materyal na ginamit para sa mga raceways ng single-row crossed roller pumatay bearings ay 42crmo (AISI 4140 o katumbas), isang medium-carbon low-alloy na bakal na kilala para sa mahusay na lakas, katigasan, at katigasan. Ang bakal na ito ay nag -aalok ng isang balanseng kumbinasyon ng machinability sa pinagsama -samang kondisyon at mataas na mekanikal na lakas pagkatapos ng paggamot sa init. Sa ilang mga aplikasyon na may mas mababang mga hinihingi sa pag-load o mga hadlang sa gastos, ang 50mn (DIN 1.1216) ay maaari ring magamit, bagaman karaniwang hindi gaanong masusuot at mas madaling kapitan sa pagkapagod.
Matapos ang mga raceways ay makina sa kanilang kinakailangang geometry, sumailalim sila sa ibabaw ng hardening sa pamamagitan ng paggamot sa induction heat, isang proseso kung saan ang naisalokal na pag -init at mabilis na pagsusubo ay lumikha ng isang matigas na layer sa mga nagtatrabaho na ibabaw. Para sa 42crMo, ang layunin ay upang makamit ang isang raceway na katigasan ng HRC 55-66, na may lalim na hardening na karaniwang mula sa 3 mm hanggang 6 mm, depende sa laki at disenyo ng tindig. Ang core ng raceway ay nananatiling medyo malambot (sa paligid ng HRC 30-40), na pinapanatili ang katigasan at paglaban sa pag -crack.
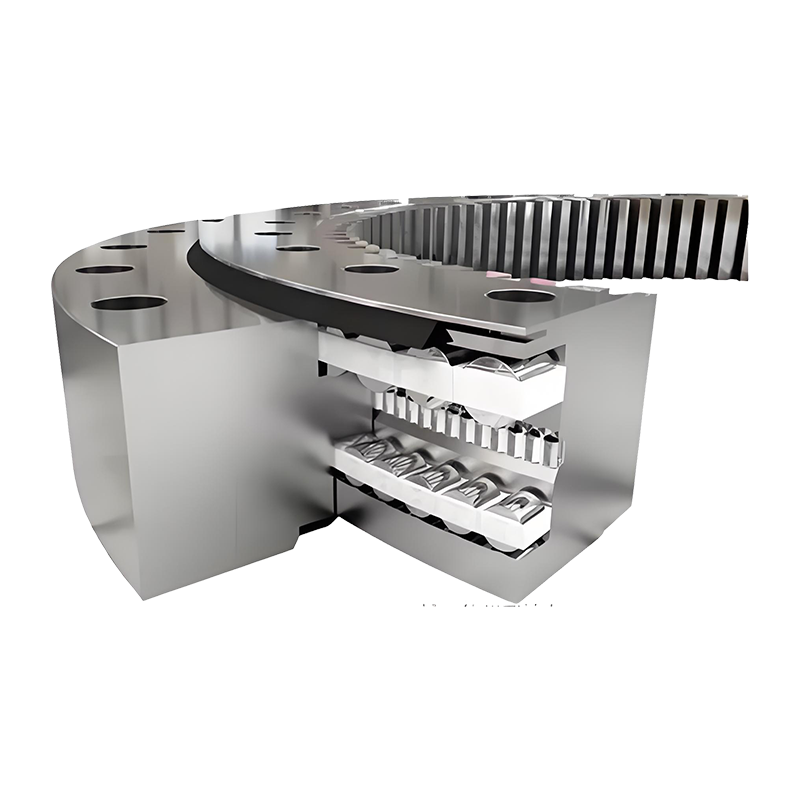
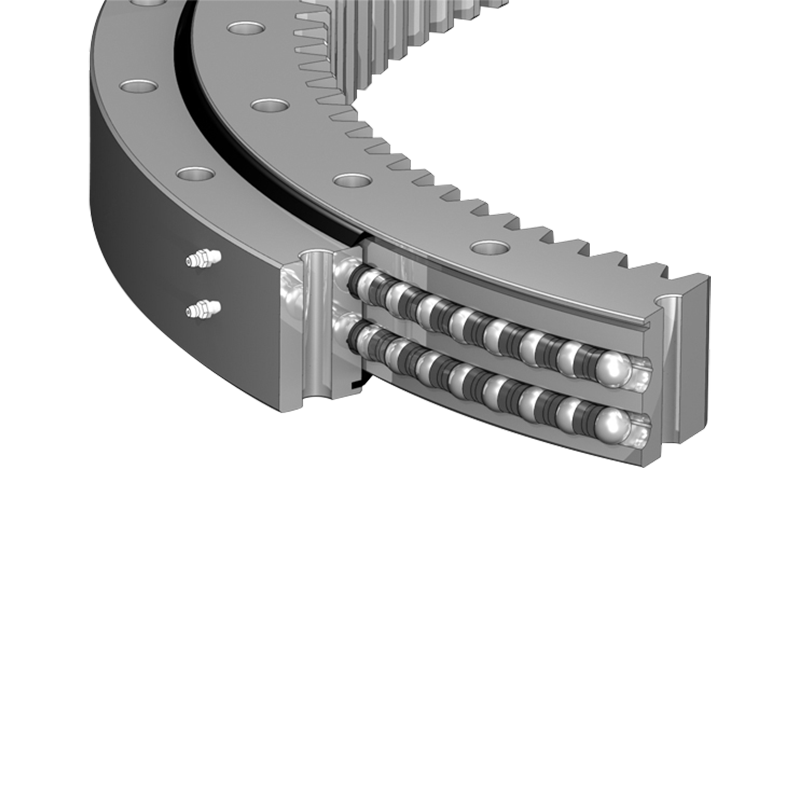
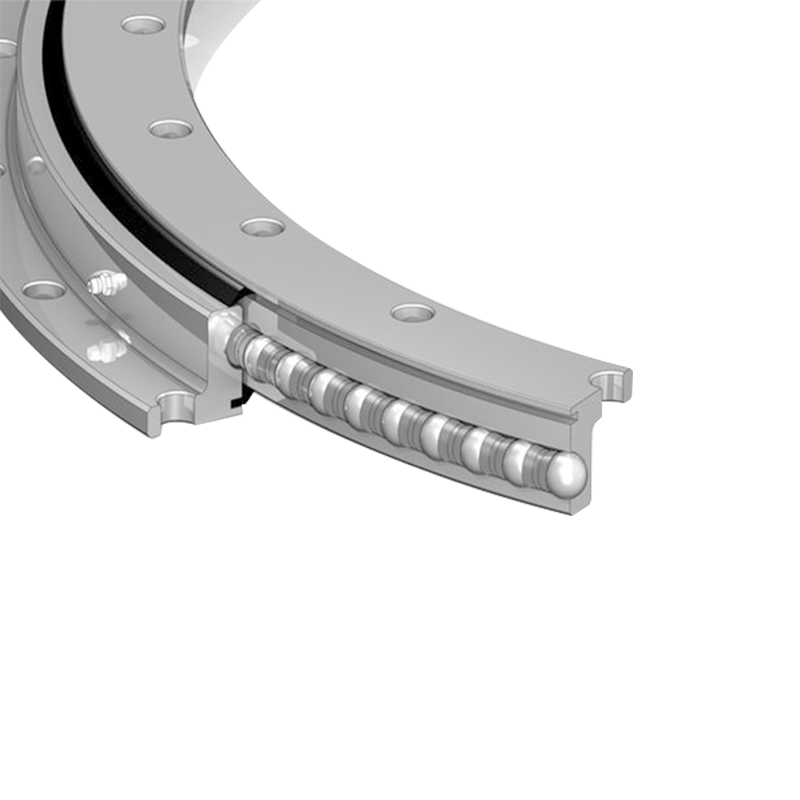
Bilang karagdagan sa mga raceways, ang mga elemento ng lumiligid-na karaniwang mga cylindrical roller sa isang cross configuration-ay ginagamot din para sa mataas na katigasan at pagkapagod na buhay. Ang mga roller na ito ay karaniwang gawa sa bakal na chrome na bakal tulad ng GCR15 (AISI 52100 o DIN 100CR6). Ang materyal na ito ay nag -aalok ng mahusay na katigasan, paglaban sa pagsusuot, at dimensional na katatagan. Ang mga roller ay ginagamot ng init sa pamamagitan ng isang kumpletong proseso ng pagsusubo at tempering, na nagreresulta sa isang katigasan ng HRC 60-666. Tinitiyak nito ang mababang pag -ikot ng paglaban at pinalawak na buhay kahit na sa ilalim ng mataas na naglo -load at patuloy na operasyon.
Ang mga spacer cages o separator, na ginamit upang mapanatili ang pantay na roller spacing, ay madalas na gawa mula sa mga plastik na engineering (tulad ng naylon o POM), tanso, o kahit na banayad na bakal, depende sa bilis ng pagpapatakbo at mga kondisyon sa kapaligiran. Ang mga sangkap na ito ay hindi karaniwang ginagamot ng init ngunit pinili para sa pagiging tugma sa pagpapadulas at pagpapalawak ng thermal.
Ang mga ngipin ng gear - kung ang tindig ay nagsasama ng isang panlabas o panloob na singsing ng gear - ay sumailalim din sa pagpapagod ng induction pagkatapos maputol. Ang katigasan ng ngipin sa ibabaw para sa mga segment ng gear ay karaniwang nasa paligid ng HRC 50-60, na may lalim ng kaso na halos 1.5 mm hanggang 3 mm, tinitiyak ang paglaban sa pagsusuot at pagpapanatili ng profile ng ngipin sa ilalim ng paulit -ulit na pakikipag -ugnay.

Bukod sa hardening, ang pag -uudyok ay inilalapat pagkatapos ng paggamot sa init upang mapawi ang mga panloob na stress at bawasan ang pagiging brittleness. Makakatulong ito upang maiwasan ang pag -crack ng ibabaw at pagbaluktot sa panahon ng operasyon. Bilang karagdagan, ang pagsusubo o pag -normalize ay maaaring mailapat sa mga singsing na singsing bago ang machining upang matiyak ang pantay na microstructure at pagbutihin ang machinability.
Ang pagtutol ng kaagnasan ay isa pang pagsasaalang -alang, lalo na sa mga aplikasyon ng dagat, malayo sa pampang, o malinis. Para sa mga naturang kapaligiran, ang mga paggamot sa ibabaw tulad ng itim na patong ng oxide, pospeyt coating, o kahit na dalubhasang kalipunan na lumalaban sa kalipunan ay maaaring mailapat. Sa mga bihirang kaso, ang hindi kinakalawang na asero (tulad ng AISI 440C) ay ginagamit, ngunit hindi ito bihira dahil sa gastos at mas mababang kapasidad na nagdadala ng pagkarga kumpara sa 42CRMO o GCR15.
Ang mga tipikal na pagtutukoy ng materyal at init para sa mga solong-hilera na crossed roller na pumatay ng mga bearings ay kasama ang:
Raceway Material: 42crmo (AISI 4140), ang induction ng ibabaw ay tumigas sa HRC 55-66, lalim ng hardening 3-6 mm
Roller Material: GCR15 (AISI 52100), sa pamamagitan ng hardened sa HRC 60-66
Gear Teeth: Ang induction ay tumigas sa HRC 50-60, lalim na 1.5-3 mm
Core Hardness (Raceway): HRC 30–40 para sa istruktura ng katigasan
Materyal ng hawla: naylon, tanso, o banayad na bakal, depende sa mga kondisyon
Opsyonal na proteksyon ng kaagnasan: itim na oxide, patong ng pospeyt, o kalupkop kung kinakailangan
Ang mga pagtutukoy na ito ay mahalaga para sa pagtiyak na ang pagpatay ng mga bearings ay gumaganap nang maaasahan sa ilalim ng mga kumplikadong naglo -load at higit sa pinalawak na agwat ng serbisyo. Ang kontrol sa kalidad ng pagmamanupaktura - kabilang ang pagsubok sa katigasan, pagsusuri ng microstructure, at dimensional na inspeksyon - ay kritikal sa pagpapatunay na ang mga proseso ng paggamot sa init ay nakamit ang nais na mga katangian. Ipaalam sa akin kung kailangan mo ng isang pinalawak na bersyon para sa teknikal na dokumentasyon, isang supplier brief, o nilalaman ng SEO na nakatuon sa website.

Ang Jiangsu Manchen Transmission Technology Co, Ltd ay higit sa paglikha ng pasadyang, maaasahan, at tumpak na pagpatay sa mga bearings para sa magkakaibang industriya, patuloy na nagbabago upang matugunan ang pinakamataas na pamantayan at naghahanap ng mga pagkakataon sa pakikipagtulungan. Maaasahan at matatag na supplier ng pagpatay sa China.
Mabilis na mga link
Mga link sa produkto
Makipag -ugnay sa amin
-
Address:8, Nanqiu Road, bayan ng Huangtu, Jiangyin City , China
-
Tel:+86-13646122221
-
E-mail:
-
E-mail:ma@slewingbearingcn.com
